1. Номер іназвароботи.
2. Короткітеоретичнівідомості.
3. Послідовністьопераційпривиготовленністержнятаформи.
4. Рис.З, 5 (виконуютьсявзменшеномумасштабібезпосередньов текстіпідрозділу "Короткітеоретичнівідомості).
5. Рис.1, 2і4(виконуютьсянаокремихаркушахпаперуформату А4).
6. Висновкипророботу.
Лабораторна робота № 32
ВИВЧЕННЯ ЛИВАРНИХ ВЛАСТИВОСТЕЙ СПЛАВІВ І МЕТОДІВ БОРОТЬБИ З УСАДОЧНИМИ РАКОВИНАМИ У ВІДЛИВКАХ
Мета роботи - вивчити ливарні властивості ливарних сплавів, види браку відливків у результаті об'ємної усадки металу, методи боротьби з усадочними раковинами та визначення витрат металу на додаток у сталевому литві.
Короткі теоретичні відомості
Крім механічних, фізичних і хімічних властивостей, ливарні сплави мають певні технологічні ливарні властивості, головними з яких є: рідкотекучість, ліквація, газопоглинання, об”ємнаі лінійна усадки сплаву.
1. Рідкотекучість-здатність ливарних сплавів у рідкому стані швидко заповнювати найскладніші за конфігурацією та вузькі порожнини ливарної форми. Якщо метал, який заливають у форму, буде в"язким, він закристалізуєтьсяі не заповнить вузькі (щілиноподібні) порожнини форми, що призведе до браку відливка у вигляді недоливу. Рідкотекучість сплаву визначає мінімально можливу товщину стінки відливка: чим більша рідкотекучість, тим меншу товщину стінки можна одержати, тобто товщина стінки відливка наближається до розрахункової або точно збігається з нею. Якщо ж сплав дуже в"язкий, розрахункову товщину стінки слід підвищувати, що призводить до підвищення маси відливка та перевитрати металу.
Рідкотекучістьсплаву залежить від температури його заливання і хімічного складу. Чим вища температура заливання сплаву, тим нижча його в"язкістьі вища рідкотекучість. Але перегрівати сплав вище від його температури плавлення не рекомендують, оскільки зростає кількість  розчинених у ньому газів, що може призвести до утворення газових раковин у відливку і, крім того, дуже перегрітий метал підвищує небезпеку пригару формувальної (і стержньової) суміші до відливка.
розчинених у ньому газів, що може призвести до утворення газових раковин у відливку і, крім того, дуже перегрітий метал підвищує небезпеку пригару формувальної (і стержньової) суміші до відливка.
 Щоб підібрати оптимальну температуру заливання форми для даного сплаву, відливають технологічні проби при різних температурах перегріву. Найпоширеніші - спіральні проби (рис.32.1). Після одержання відливка спіральної проби визначають її довжину за кількістю відміток (горбочків), розміщених через кожні 50 мм.Довжина спіралі в міліметрах е характеристикою рідкотекучості сплаву при даній температурі заливання.
Щоб підібрати оптимальну температуру заливання форми для даного сплаву, відливають технологічні проби при різних температурах перегріву. Найпоширеніші - спіральні проби (рис.32.1). Після одержання відливка спіральної проби визначають її довжину за кількістю відміток (горбочків), розміщених через кожні 50 мм.Довжина спіралі в міліметрах е характеристикою рідкотекучості сплаву при даній температурі заливання.
Чисті метали, а також їх евтектичні /легкоплавкі/ сплави мають добру рідкотекучість. При додаванні фосфору рідкотекучість чавуну і бронзи підвищується. Вміст від 0,5 до 1,5% фосфору в чавуні дає змогу відливати тонкостінні радіатори опалення, поршньові кільця та інші тонкостінні деталі. З брозни, в якій 1% фосфору, одержують художні відливки скульптур, барельєфів, тонкостінних решіток. Тугоплавкі компоненти (W, Ті, Мо, V) погіршують рідкотекучість сплаву.
Крім зазначених причин заповнюваність ливарної форми рідким металом залежить від шорсткості каналів ливникової системи, порожнини форми, поверхні стержня. Тому підвищену заповнюваність мають ливарні форми із сумішей з використанням дрібнозернистих пісків. Суха нагріта форма краще заповнюється рідким металом, оскільки вогка холодна форма знижує температуру металу, який заливають, що погіршує його рідкотекучість.
2. Ліквація - неоднорідність сплаву за хімічним складом у різних частинах перерізу відливка. Причиною ліквації є кристалізація сплаву, спрямована від поверхні до центра стінки відливка. У першу чергу кристалізуються тугоплавкі компоненти сплаву і їх зростаючі кристали від периферії відштовхують легкоплавкі компоненти до центру. Результатом є різний склад легкоплавких домішок біля поверхні і в центрі стінки відливка. Найбільше ліквують шкідливі домішки - сірка і фосфор. Неоднорідність за хімічним складом призводить до неоднорідності властивостей сплаву за перерізом відливка. З ліквацією можна боротися, прискорюючи охолодження відливків у формі.
3.Газопоглинання - здатність металу в рідкому стані розчиняти в собі гази, розчинність яких з охолодженням у ливарній формі знижується і гази з металу виділяються. Якщо газопроникність формувальної і стержньової сумішей недостатня, у відливку можуть утворюватись газові раковини. Розчинність газів у рідкому металі зросте,якщо збільшиться перегрівання. Тому значне перегрівання металу перед заливанням небажане.
4. Об"ємна усадка металу - зменшення об"єму металу відливка в процесі кристалізації, оскільки в рідкому стані метал має більший об"єм, ніж у твердому зі щільним пакуванням атомів у вигляді просторової кристалічної решітки.У кожному перерізі відливка метал затвердіває пошарово від периферії до центра. Тому під кіркою, утвореною в першу мить, міститься ізольований від зовнішнього середовища рідкий метал, який кристалізується зі зменшенням об"єму. Остаточно всередині масивного перерізу відливка (де метал кристалізується в останню чергу) утворюється концентрована усадочна раковина 1 (рис.32.2, а) або розподілена пористість 2 (рис.32.2, б).
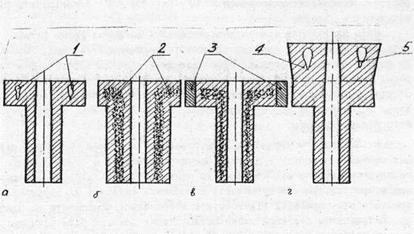 Рис. 32.2
Рис. 32.2
|
Для боротьби з концентрованими усадочними раковинами у відливках існують такі методи: конструювання рівностінного відливка; установлення додатків.
Рівностінний відливок (рис.32.2, б) має однакову товщину стінок і його кристалізація закінчується одночасно по всьому перерізу, тому брак металу як результат об"ємної усадки не відтворюється у вигляді концентрованої усадочної раковини, а рівномірно розподіляється поосі перерізу відливка у вигляді усадочної пористості. При конструюванні відливок намагаються зробити якомога більш рівностінним.Якщо відливок має неусувні стовщення, встановленням холодильників можна штучно досягти одночасного затвердіння його в місцях скупчення металу. Холодильниками 3 (рис.32.2, в) можуть бути чавунні або сталеві бруски, які закладають у стінки ливарної форми навпроти стовщених місць відливка. Металева частина форми (холодильники) швидко відбирають теплоту у залитого металу, збільшуючи швидкість охолодження стовщеного перерізу відливка і наближаючи її до швидкості охолодження тонких перерізів.Але одночасне затвердіння відливка не забезпечує щільність металу по всій товщині стінки. По осі стінки відливка обов'язково утворюється усадочна пористість. Тому обидва методи (рівностінність відливка і встановлення холодильників) застосовуються тільки тоді, коли сплав має невелику об"ємну усадку (наприклад, сірий чавун), або коли не ставляться вимоги великої щільності відливка.
Щоб одержати відливок без пористості зі сплаву з підвищеною об"ємною усадкою (наприклад, із сталі), необхідно забезпечити затвердіння металу, спрямоване знизу вгору, а зверху відливка утворити додаткову порожнину - додаток. У цьому випадку розміщені нижче частини відливка в процесі кристалізації живитимуться за рахунок рідкого металу розміщених вище частин, а ці, у свою чергу - за рахунок металу додатку. Додаток 4 закристалізується останнім (оскільки в нього найбільший переріз). Концентрована усадочна раковина 5 (рис.32.2,г) утворюється в додатку, який потім відрізають. Додаток є також приймачем усіх лікватів і забруднень металу, які виштовхуються до місця найпізнішого затвердіння. Переріз додатка має бути в 1,3 раза більшим від перерізу відливка, який він живить, а висота - в 1,5 раза більшою від його перерізу. Отже, відносна маса додатка щодо маси відливка коливається в межах 25-150% і більше. Встановлення додатків збільшує витрати рідкого металу і об"єм механічної обробки, а також ціну відливка.
У різних, ливарних сплавів різна об"ємна усадка: найбільшу усадку мають алюмінієві бронзи (7,2 - 7,4%), латуні (5,7 - 6,1%) і вуглецева сталь (5 - 6%). Тому при одержанні литва з цих сплавів необхідно встановлювати додатки навіть для відливків невеликої маси, тоді як для сірого чавуну з невеликою об"ємною усадкою (2,9-3,1%) додатки встановлюють тільки для крупнихі відливків.
Лінійну і ливарну усадку розглянуто в лабораторній роботі № 33.
Порядок виконання роботи
Перед початком роботи викладач перевіряє знання студентів, демонструє сталеві відливки з додатками, потім поділяє групу на бригади, видає кожній бригаді модель відливка з моделлю додатка для нього. З моделі необхідно накреслити готовий відливок з додатком у розрізі суцільною основною лінією зі штрихуванням перерізу. Додаток зображують у масштабі креслення суцільною тонкою лінією. Площу перерізу додатка не штрихують. Додаток позначають порядковим номером на полиці лінії-виноски, попереду якого пишуть слово "додаток". Якщо на відливку встановлюють кілька однакових додатків, на полиці лінії-виноски після номера додатка зазначають у дужках їх загальну кількість.
Замалювавши відливок з додатком, зважують на вагах окремо моделі відливка й додатка. Щоб перевести масу дерев"яної моделі відливка і додатка в масу сталевого відливка і додатка, необхідно результати зважування моделей помножити на коефіцієнт 12 (співвідношення питомої ваги сталі і сосни) і результати записати до табл.1. Обчислюють відносні витрат рідкого металу на додатки залежно до маси відливка, %:
P=(QД/ QВ)100,
де Qд, Qв – маса відповідно додатків і відливків, кг.
Результати записати до таблиці 1, округляючи з точністю до 5%.
Таблиця 1.
| Назва деталі | Маса відливка, кг | Маса деталі, кг | Р, % |
Зміст звіту
1. Номер і назва роботи, її мета.
2. Короткі теоретичні відомості.
3. Рис.32.2 (виконується в зменшеному масштабі у тексті).
4. Табл.1 та необхідні розрахунки.
5. Креслення відливка з додатком (накреслити на аркуші паперу формату А4 відповідно до вказівок у розділі "Порядок виконання роботи").
6. Висновки.
7.
Контрольнізапитання
1. Назвітьосновніливарнівластивостіливарнихсплавів і дайте їмвизначення.
2. Поясніть, якіфакторивпливають на рідкотекучість.
3. Як виникаєліквація? Як їїусунути?
4. Пояснітьмеханізмвиникненняоб'ємної усадки.
5. Якідефективикликаєоб'ємна усадка? Як їхусунути?
Лабораторнаробота№ 33
Дата добавления: 2015-09-11; просмотров: 96 | Поможем написать вашу работу | Нарушение авторских прав |