Читайте также:
|
Лиття в піщано-глинисті форми є одним із поширених способів виготовлення виливків. Виготовляють виливки із чавуну, сталі, кольорових металів від декількох грам до сотень тонн, з товщиною стінки від 3...5 до 1000 мм і довжиною до 10000 мм. Схема технологічного процесу виготовлення виливків у піщано-глинистих формах представлена на рис. 1.
Рис. 34.1.
Сутність литва в піщано-глинясті форми полягає в одержанні виливків з розплавленого металу, що затвердів у формах, які виготовлені з формувальних сумішей шляхом ущільнення з використанням модельного комплекту.
Розробка виливка здійснюється згідно креслення деталі й зводиться до нанесення всіх технологічних вказівок, необхідних для його одержання. Дані вказівки є основою для виготовлення модельного комплекту й виробництва виливка. Розробка технології включає: вибір положення виливка у формі в процесі заливання, визначення лінії рознімання моделі й форми, призначення припусків на механічну обробку, визначення кількості стрижневих знаків і проектування їхніх параметрів і конфігурації, призначення зазорів у знакових частинах форми й стрижня, визначення лінії рознімання стрижневого ящика й напрямку набивання стрижня, призначення місць підведення металу до виливка.
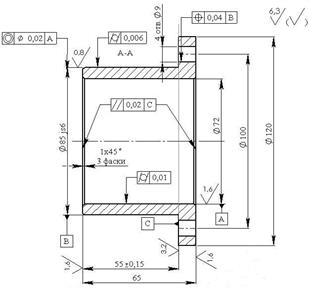
Завданням на проектування служить креслення деталі, у якому повинні бути зазначені марка сплаву й технічні вимоги на деталь. Загальні завдання уточнюються викладачем, у тому числі обсяг і зміст пояснювальної записки й склад графічної частини. Приклад деталі зображено на рис.2.
Опис технології виготовлення виливків повинне включати розрахунки, основні положення, що стосуються оформлення креслення, і графічні пояснення, які зображуються у вигляді ескізів або креслень.
Опис повинне починатися з короткого введення, у якому слід зазначити роль і значення ливарного виробництва в розвитку різних галузей промислового виробництва. В основній частині необхідно провести:
- аналіз технічних умов на виготовлення виливка;
- особливостей служби виливка в умовах експлуатації, характер випробовуваних нею навантажень і обґрунтування відповідності матеріалу виливка визначеним вимогам;
- аналіз технологічності конструкції виливка; з урахуванням особливостей конструкції виливка та запропонувати пропозиції по зміні конструкції з метою поліпшення технологічності;
- визначення поверхонь роз`єму форми;
- вибір і обґрунтування способу й методу виготовлення ливарної форми;
- розробку креслення видливка.
Конструкція виливка повинна відповідати службовим вимогам деталі, технології її виготовлення, технології механічної обробки й естетичним вимогам. Зовнішні контури литої деталі повинні являти собою сполучення простих і прямолінійних контурів, що з`єднують плавними криволінійними переходами. Необхідно прагнути до зменшення габаритних розмірів і особливо висоти деталі, усуненню виступаючих частин, більших тонких ребер, глибоких западин і піднурень, що ускладнюють виготовлення ливарної форми.
 - значення шорсткості, позначеної поверхні;
- значення шорсткості, позначеної поверхні;
 - шорсткість усіх інших, непозначених поверхонь;
- шорсткість усіх інших, непозначених поверхонь;
 - значення поля допуску (відхилення від розміру);
- значення поля допуску (відхилення від розміру);
 - базова поверхня;
- базова поверхня;
 - відхилення форми поверхні;
- відхилення форми поверхні;

 - розмір з посадкою (поле відхилення).
- розмір з посадкою (поле відхилення).
 Внутрішні порожнини литих деталей варто конструювати відкритими, без піднурень, що дозволить виготовити виливок без застосування стрижнів. Якщо при виготовленні виливка обійтися без стрижнів неможливо, то при конструюванні литих деталей необхідно передбачати отвори й вікна максимальних розмірів у достатнім числі для забезпечення стійкості стрижнів у ливарній формі, точності їхньої установки, легкості видалення стрижнів і каркасів з виливка при її очищенні. Стінка литої деталі поєднує всі її робочі елементи (гнізда підшипників, фланці, поверхні ковзання й кочення й ін.), надає в значній мірі необхідну конфігурацію, твердість і міцність. Вибір мінімально припустимої товщини стінки виливка визначають розміри й складність виливка, а також ливарні властивості сплаву. Характерною рисою багатьох виливків є сполучення масивних напрямних з відносно тонкими стінками, застосування ребер жорсткості й розгалужених внутрішніх порожнин, розділених перегородками. Для попередження виникнення порожнин всідання і тріщин у виливках повинні бути правильно виконані переходи від одного перетину до іншого (рис. 3).
Внутрішні порожнини литих деталей варто конструювати відкритими, без піднурень, що дозволить виготовити виливок без застосування стрижнів. Якщо при виготовленні виливка обійтися без стрижнів неможливо, то при конструюванні литих деталей необхідно передбачати отвори й вікна максимальних розмірів у достатнім числі для забезпечення стійкості стрижнів у ливарній формі, точності їхньої установки, легкості видалення стрижнів і каркасів з виливка при її очищенні. Стінка литої деталі поєднує всі її робочі елементи (гнізда підшипників, фланці, поверхні ковзання й кочення й ін.), надає в значній мірі необхідну конфігурацію, твердість і міцність. Вибір мінімально припустимої товщини стінки виливка визначають розміри й складність виливка, а також ливарні властивості сплаву. Характерною рисою багатьох виливків є сполучення масивних напрямних з відносно тонкими стінками, застосування ребер жорсткості й розгалужених внутрішніх порожнин, розділених перегородками. Для попередження виникнення порожнин всідання і тріщин у виливках повинні бути правильно виконані переходи від одного перетину до іншого (рис. 3).
Ребра жорсткості створюють місцеві скупчення металу, що викликають утворення усадочних раковин і тріщин. Для усунення цього дефекту необхідно Х - подібні перетини заміняти Т - образними, а з'єднання ребер зі стінками виливка розташовувати під прямим кутом. При перетинанні в одній точці декількох ребер рекомендується робити кільцеве ребро й приєднувати до нього радіальні ребра на достатній відстані між ними. Товщина ребер звичайно становить 0,8 товщини стінки виливка.
Для попередження утворення усадочних раковин у масивних виливках, зі сплавів, які мають підвищену усадку при конструюванні повинен бути застосований принцип спрямованого або одночасного затвердіння. При спрямованому затвердінні товщина стінки виливка плавно збільшується знизу нагору. Кристалізація металу походить від тонких перетинів виливка, розташованих у нижній частині форми, до більше масивних перетинів, що розташовується у верхній частині форми. При одночасному застиганні перетину виливків мають однакову товщину, як у нижньої, так і у верхній частині деталі.
Іноді бувають доцільним великі й складні литі конструкції розділити на більш прості елементи або деталі з наступним з'єднанням їх між собою зварюванням, болтовими з'єднаннями й іншими способами. При цьому рекомендується спрощувати найбільш складні й великі деталі й ускладнювати найбільш прості зі з`єднувальних деталей. Виступаючі частини корпусних деталей роблять знімними. Для підвищення твердості, зменшення маси й скорочення обсягу механічної обробки поєднують кілька простих деталей в одну. Конструкція литої деталі повинна забезпечувати можливість одержання її габаритних розмірів, перетинів і маси із заданою точністю. Для цього необхідно передбачати конструктивні ухили на необроблюваних поверхнях.
Окремі бобишки й припливи необхідно поєднувати в один загальний приплив і доводити його до площини рознімання або підстави. Для полегшення пригону деталей, що сполучають, у її конструкції передбачають паски, відбортовку й т.п., що дозволяє компенсувати припустимі відхилення в розмірах виливка.
Дата добавления: 2015-09-11; просмотров: 66 | Поможем написать вашу работу | Нарушение авторских прав |