Читайте также:
|
Детали ШПГ изготавливают по высокому классу точности. Сопряжения их имеют узкие пределы допустимых зазоров, что требует малого поля допуска на изготовление, что экономически нецелесообразно, поэтому детали ШПГ изготавливают с более широкими допусками и разбивают на три группы. Соединением деталей одной и той же группы (селективная сборка) добиваются заданных значений зазоров.
Кроме этого, детали ШПГ работают в условиях высоких скоростей и значительных знакопеременных нагрузок, поэтому несбалансированность движущихся деталей приводит к ускоренному аварийному износу и возможному отказу. Чтобы обеспечить динамическую сбалансированность кривошипно-шатунного механизма, поршни и шатуны одного комплекта подбирают по массе. Разница в массе шатунов различных двигателей обычно допускается в пределах 8—15 г, а разница в массе поршней не должна превышать 10 г.
Обозначение размерной группы и веса деталей приводится непосредственно на деталях (табл. 4.39). Вместо полной массы на деталях некоторых марок двигателей нанесены 2—3 цифры, обозначающие соответственно сотни, десятки, единицы граммов.
Подбор поршневых колец осуществляют по канавкам поршня и зазору в стыке. В зависимости от марки двигателя зазоры бывают величиной 0,03—0,25 мм. Верхнее компрессионное кольцо ставят с большим зазором. Величину зазора проверяют щупом. Правильно подобранное кольцо-должно свободно перемещаться в канавках и утопать под действием собственного веса. Зазор в замке проверяется-постановкой кольца в гильзу и последующим измерением.
Сборка шатунно-поршневой группы
ПОРЯДОК ВЫПОЛНЕНИЯ
1. Так как палец вставляется в верхнюю головку шатуна с натягом, нагрейте шатун до 240° С для расширения его головки. Для этого шатуны поместите в электропечь, направляя верхние головки шатунов внутрь печи.
2. В печь, уже нагретую до 240° С, шатуны помещают на 15 мин.
3. Для правильного соединения пальца с шатуном, запрессовывайте палец как можно скорее, так как шатун охлаждается быстро и после охлаждения нельзя будет изменить положение пальца.

4. Палец 2 заранее приготовьте к сборке, надев его на валик 1 приспособления А.60325, установив на конце этого валика направляющую 3 и закрепив ее винтом 4. Винт затягивайте неплотно, чтобы не произошло заклинивания при расширении пальца от контакта с нагретым шатуном.
5. Извлеченный из печи шатун быстро зажмите в тисках. Наденьте поршень на шатун, следя, чтобы отверстие под палец совпадало с отверстием верхней головки шатуна.
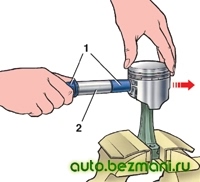
6. Приспособлением А.60325 закрепленный поршневой палец 2 протолкните в отверстие поршня и в верхнюю головку шатуна так, чтобы заплечник приспособления соприкасался с поршнем (1 – приспособление А.60325). Во время этой операции поршень должен прижиматься бобышкой к верхней головке шатуна в направлении запрессовки пальца (показано стрелкой). Таким образом палец займет правильное положение.
7. После охлаждения шатуна смажьте палец маслом для двигателя через отверстия в бобышках поршня.
8. При установке поршневых колец их замки располагайте через 120°. Кольца устанавливайте так, чтобы выточка на наружной поверхности второго (скребкового) компрессионного кольца была обращена вниз, а фаски на наружной поверхности маслосъемного кольца были обращены вверх.
9. Шатун обрабатывается вместе с крышкой, поэтому крышки шатунов не взаимозаменяемы. Чтобы их не перепутать при сборке, на шатуне и соответствующей ему крышке клеймится номер цилиндра, в который они устанавливаются. При сборке цифры на шатуне и крышке должны находиться с одной стороны.
Дата добавления: 2015-09-10; просмотров: 352 | Поможем написать вашу работу | Нарушение авторских прав |