Читайте также:
|
КТМ являются однопозиционными машинами, в которых при выполнении основных операций объект обработки (таблетки) – транспортного движения не совершают. Каждую операцию технологического цикла выполняет отдельный исполнительный механизм: механизмы загрузки (дозирования), прессования, выталкивания. Для КТМ также характерно, что все таблетки производятся на одном комплекте пресс-инструмента.
Основной моделью КТМ отечественного производства является машина ТП-1М. Общий вид ее представлен на рис. 28, а кинематическая схема – на рис. 29.

Рис. 28. Кривошипная таблеточная машина
(И.А. Муравьев, 1980)
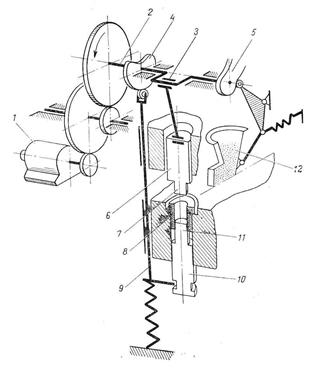
Рис. 29. Кинематическая схема ТП-1М
(И.А. Муравьев, 1980)
От электродвигателя 1 через систему зубчатых колес приводится во вращение коленчатый распределительный вал 2. От последнего получают движение кривошипно-ползунный механизм 3 (механизм прессования), кулачки 4 механизма выталкивания и кулачки 5 механизма питания (загрузочной воронки). С ползуном 6 кривошипного механизма соединен верхний пуансон 7. При движении вниз пуансон входит в матрицу 8, установленную в столешнице машины. Для изменения глубины захода верхнего прессующего пуансона в матрицу длина шатуна делается регулируемой.
Кулачок механизма выталкивания с помощью штанги 9 поднимает ползун 10 с укрепленным в нем нижним пуансоном 11 и выталкивает таблетку из матрицы. Профиль кулачка обеспечивает подъем таблетки со скоростью меньшей, чем скорость подъема верхнего прессующего пуансона. В верхнем положении нижний пуансон выходит точно на уровень среза матрицы, чем обеспечивается полная выпрессовка (выталкивание) таблетки. Кулачок 5 механизма дозирования через рычажную систему перемещает загрузочную воронку 12 по поверхности столешницы в зону матричного отверстия. Профиль кулачка в положении питателя над матрицей обеспечивает некоторое его встряхивание.
КТМ имеют маховик, функцией которого является не только поддержание средней скорости вращения распределительного вала с заданной неравномерностью, но и аккумулирование энергии на участках цикла, где технологические сопротивления не преодолеваются, с отдачей ее при выполнении самой тяжелой операции – прессовании.
Процесс таблетирования на КТМ складывается из следующих трех операций (рис. 30).
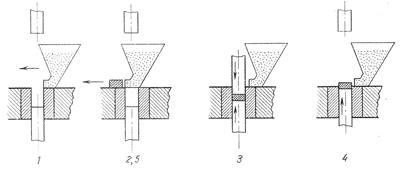
Рис. 30. Схема процесса таблетирования на КТМ
(И.А. Муравьев, 1980)
1 – исходное положение перед таблетированием;
2 – операция загрузки матрицы;
3 – операция прессования;
4 – операция выталкивания таблетки;
5 – операция сбрасывания таблетки (совмещается с загрузкой матрицы)
Операция загрузки (дозирования). В процессе работы КТМ она же является операцией сброса отпрессованной таблетки. После того как загрузочная воронка, столкнув таблетку, становится в положение над матрицей, происходят опускание нижнего пуансона и наполнение канала матрицы таблетируемой массой. Ход вниз нижнего пуансона регулируется. Его конечным положением определяется объем дозы таблетируемой массы.
Операция прессования. Загрузочная воронка отходит в сторону, открывая отверстие заполненной матрицы. Верхний пуансон, находившийся до этого в крайнем верхнем положении, опускается и с силой входит в матричное отверстие, уплотняя массу до получения прочной таблетки.
Операция выталкивания (выпрессовки). Верхний пуансон поднимается вверх, а нижний следует за ним и останавливается точно на уровне среза матрицы. Загрузочная воронка движется к матричной зоне.
Далее загрузочная воронка, подойдя к матричной зоне, своей передней кромкой сдвигает вытолкнутую таблетку на край столешницы, откуда та попадает в лоток, а сама своим устьем накрывает матрицу для новой загрузки, после чего цикл начинает повторяться и т. д.
КТМ отечественной конструкции (ТП-1М) имеют производительность при одногнездном пресс-инструменте до 4800 шт. в час. Размер таблеток 12 мм, глубина заполнения матрицы 15 мм, усиление прессования 1,7 т/с. Машина рассчитана на одностороннее прессование. Однако имеются конструкции КТМ, позволяющие осуществлять двустороннее прессование. Последнее достигается обычно путем применения так называемой плавающей матрицы. В этом случае столешница, в которой закреплена матрица, установлена на пружинах. Нижний пуансон при прессовании остается неподвижным. Перемещается только верхний пуансон, и в ту же сторону смещаются столешница с матрицей.
Дата добавления: 2015-09-10; просмотров: 381 | Поможем написать вашу работу | Нарушение авторских прав |